 English
English  English
English русский
русский 日本語
日本語 Español
Español 中文简体
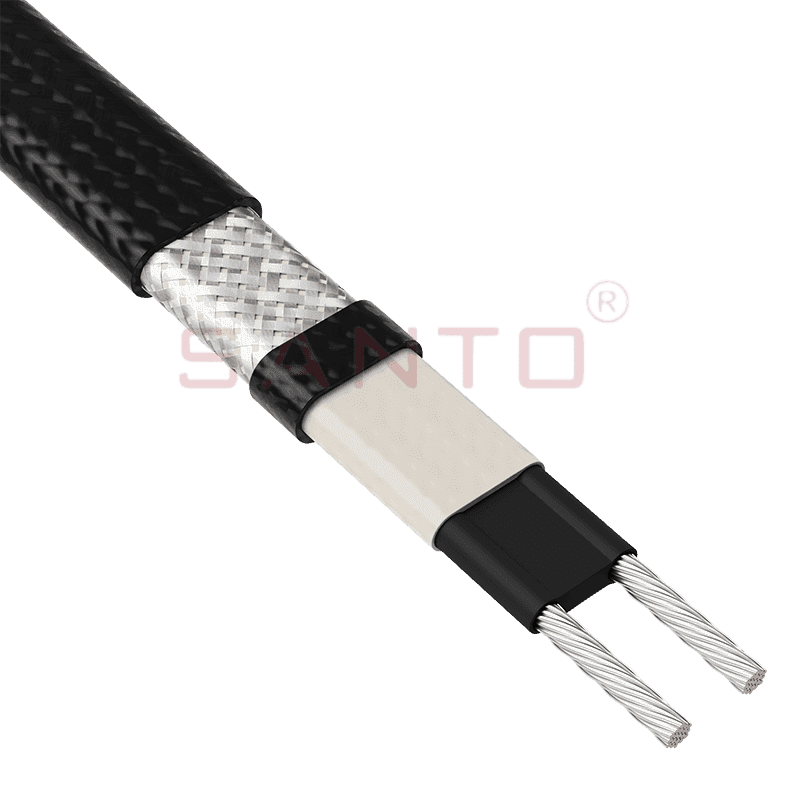
中文简体The SANTO UFA range of self-regulating heating cables is mainly used for frost protection of pipes and vessels but can also be used to maintain processes up to 65°C. These heating cables are available...
See DetailsSelf-regulating heating cables have emerged as a game-changer in industrial, commercial, and residential temperature control. Unlike traditional constant-wattage cables, these innovative systems dynamically adjust their heat output based on ambient conditions, ensuring precision, energy efficiency, and safety.
1. Freeze Protection for Pipes and Plumbing Systems
Ideal for: Water supply lines, fire sprinkler systems, and outdoor pipelines.
Freezing pipes are a costly hazard in cold climates. Self-regulating cables excel here by automatically increasing heat output as temperatures drop, preventing ice formation without overheating. For example, in fire protection systems, they ensure pipes remain functional during winter while avoiding energy waste during warmer periods. Their ability to conform to irregular surfaces—like valves or joints—makes them a superior choice for complex plumbing networks.
Key Benefits:
Energy savings: Reduced power consumption during mild weather.
Safety: Eliminates risks of pipe bursts and water damage.
Low maintenance: No manual adjustments required.
2. Roof and Gutter De-Icing
Ideal for: Sloped roofs, gutters, and downspouts.
Ice dams and clogged gutters can compromise structural integrity and lead to leaks. Self-regulating cables installed along roof edges or within gutters melt snow and ice selectively, maintaining proper drainage. Their ability to operate only when needed—such as during snowfall or sub-zero temperatures—minimizes energy use compared to fixed-output systems.
Key Benefits:
Precision control: Targets ice-prone areas without overheating adjacent surfaces.
Weather adaptability: Responds to real-time temperature changes.
Longevity: Resists damage from UV exposure and mechanical stress.
3. Process Temperature Maintenance
Ideal for: Chemical processing, oil and gas pipelines, and industrial fluid transport.
In industries where maintaining specific fluid viscosities or preventing solidification is critical (e.g., crude oil pipelines or chemical reactors), self-regulating cables provide reliable heat tracing. They ensure consistent temperatures across long pipelines or storage tanks, even in fluctuating outdoor conditions. For instance, in the oil and gas sector, these cables prevent wax formation in pipelines, ensuring uninterrupted flow.
Key Benefits:
Uniform heating: Compensates for thermal losses in large-scale systems.
Compliance: Meets stringent safety standards for hazardous areas (e.g., ATEX/IECEx certifications).
Scalability: Suitable for both small-scale equipment and extensive networks.
4. Frost Protection for Storage Tanks and Vessels
Ideal for: Fuel tanks, water storage units, and agricultural silos.
Stored liquids like diesel, water, or fertilizers can solidify or degrade in cold environments. Self-regulating cables wrap seamlessly around tanks or vessel walls, maintaining optimal temperatures. In agriculture, they prevent feed or fertilizer from freezing, preserving quality and reducing waste.
Key Benefits:
Customizable layouts: Adapts to tank geometry.
Energy efficiency: Operates only when necessary.
Corrosion resistance: Built to withstand harsh chemicals and moisture.
5. Safety-Critical Applications in Hazardous Areas
Ideal for: Petrochemical plants, refineries, and mining facilities.
Self-regulating cables with intrinsically safe designs are certified for use in explosive atmospheres. Their low surface temperature and absence of overheating risks make them indispensable in environments where flammable gases or dust are present. For example, in LNG facilities, they prevent condensation and ice buildup on equipment without sparking hazards.
Key Benefits:
Explosion-proof: Compliant with global safety certifications.
Reliability: Minimizes downtime in high-risk operations.
The SANTO UFA range of self-regulating heating cables is mainly used for frost protection of pipes and vessels but can also be used to maintain processes up to 65°C. These heating cables are available...
See Details
The SANTO UFB range of self-regulating heating cables is mainly used for frost protection of pipes and vessels requiring a higher power output than the UFA heating cables can supply. They can also be ...
See Details
The SANTO UFC range of self-regulating heating cables is used for frost protection of pipes and vessels that require steam cleaning. They can also be used to maintain processes up to 121°C. These heat...
See Details
The SANTO UFO range of self-regulating heating cables is mainly used for frost protection of pipes and vessels that require steam cleaning . They can also be used to maintain processes up to 150°C. Th...
See Details
The SANTO UFD series of self-regulating heating cables are mainly used for freeze protection of pipes and vessels, but can also be used to maintain processes up to 200°C. These heating cables are avai...
See Details
SANTO UFY heating wire is suitable for applications that maintain process temperatures up to 260 ℃ and can be steam blown; The self-regulating and parallel circuit heating wires of the UFY series are ...
See Details
The SANTO UFM series self-regulating heating cables are mainly used for freeze protection of pipes and vessels, but can also be used to maintain processes up to 400°C. These heating cables are availab...
See Details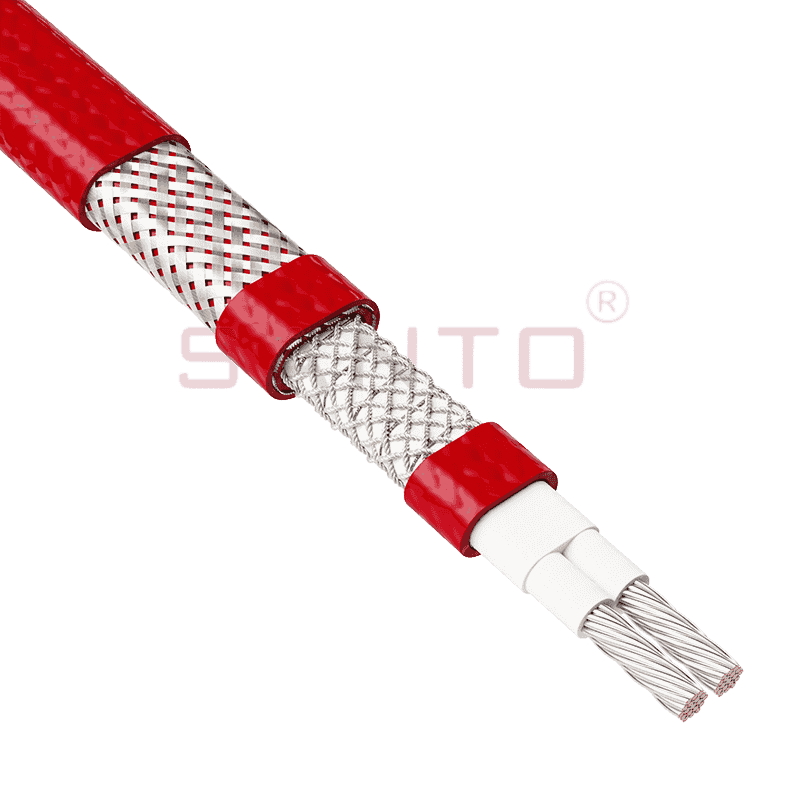
The SANTO ACC range of power-limiting heating cables is mainly used for temperature maintenance of processes and offers the advantage of a high power output at high temperatures which can reduce the n...
See Details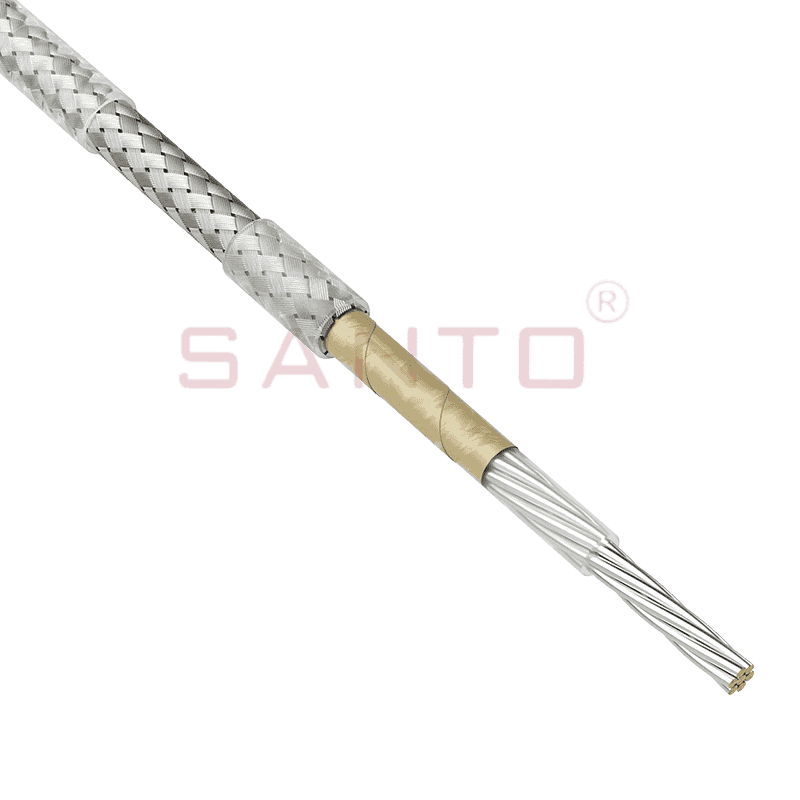
The stranded high temperature conductor is nickel plated to ensure a long life at elevated temperatures in corrosive environments. It is electrically isolated using an innovative sandwich construction...
See Details
The stranded high temperature conductor is nickel plated to ensure a long life at elevated temperatures in corrosive environments. It is electrically isolated using an innovative sandwich construction...
See Details
The stranded high temperature conductor is nickel plated to ensure a long life at elevated temperatures in corrosive environments. It is electrically isolated using an innovative sandwich construction...
See Details
SANTO HAx mineral insulated (MI) Alloy 825 series heating cables are suitable for use in hazardous areas. They have been designed for use in freeze protection and temperature maintenance applications ...
See DetailsSanto electric heating strips are widely used in key industries in China.

